Afin de garantir la stérilité des objets qu’ils contiennent, les emballages médicaux doivent répondre à un certains nombres d’exigences mécaniques. Une de ces exigences est la qualité de la soudure qui assure l’étanchéité de ces emballages.
Différentes méthodes existent pour tester la qualité des soudures, une des principales est l’essai de pelage (ou de séparation) des deux matériaux qui constituent l’emballage. De façon simple, cela consiste à mesurer la force nécessaire pour séparer les deux matériaux ce qui correspond à la force d’ouverture du sachet ou de l’emballage.
 Dans le domaine des emballages médicaux, ces essais sont demandés par la norme ISO 11607 (Emballages des dispositifs médicaux stérilisés au stade terminal). Cette norme est le principal guide pour valider des emballages médicaux stérilisés et est nécessaire pour obtenir le marquage CE. Elle est aussi reconnue par la FDA aux Etats-Unis. Un emballage qui respecte cette norme garantit que l’objet qu’il contient est stérilisé et protégé jusqu’à son utilisation. Les principales exigences de cette norme sont des tests de stabilité, de résistance, d’intégrité et de performances dynamiques.
Dans le domaine des emballages médicaux, ces essais sont demandés par la norme ISO 11607 (Emballages des dispositifs médicaux stérilisés au stade terminal). Cette norme est le principal guide pour valider des emballages médicaux stérilisés et est nécessaire pour obtenir le marquage CE. Elle est aussi reconnue par la FDA aux Etats-Unis. Un emballage qui respecte cette norme garantit que l’objet qu’il contient est stérilisé et protégé jusqu’à son utilisation. Les principales exigences de cette norme sont des tests de stabilité, de résistance, d’intégrité et de performances dynamiques.
Une des parties de la norme concerne la tenue de la soudure de l’emballage. En particulier, il est demandé d’effectuer un essai de pelage de la soudure. Deux méthodes sont acceptables selon la norme pour les essais :
En Europe : EN868-5 (annexe D) - Matériaux et systèmes d'emballage pour les dispositifs médicaux stérilisés au stade terminal - Partie 5 : sachets et gaines thermo-scellables constitués d'une face matière poreuse et d'une face film plastique - Exigences et méthodes d'essai
Aux USA : ASTM F88 - Standard Test Method for Seal Strength of Flexible Barrier Materials
Ces deux méthodes de mesure sont relativement similaires mais comportent des différences sur la façon de tester, la présentation des résultats et les critères d’acceptabilité.
EN868-5 – Annexe D
Elle consiste à couper une bande de 15mm de large sur l’emballage et à utiliser une machine de traction pour séparer les deux matériaux. La bande coupée doit être perpendiculaire à la soudure. Un échantillon de chaque soudure de l’emballage doit être prélevé pour essai au centre de chaque soudure.
Par exemple si la forme du sachet est la suivante :
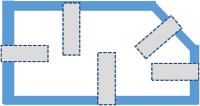
Les essais de traction sont alors réalisés avec une vitesse de traction de 200mm/min et l’effort est enregistré. L’effort maximum enregistré doit être au moins égal à 1.5N / 15mm de soudure. Si sur une des soudures cet effort est inférieur, l’emballage est considéré comme non conforme.
Le rapport d’essai doit de plus contenir au moins les informations suivantes :
La date
L’identification du produit testé
La résistance maximale pour 15mm de large
L’appareil de mesure utilisé
La fréquence d’acquisition de l’instrument
L’extrémité de l’échantillon était maintenue ou non
La norme de test utilisée
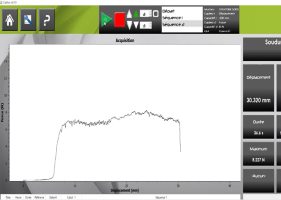
La courbe de l’évolution de la force mesurée
ASTM F88
Cette norme offre l’avantage de s’appliquer à plus de cas que la précédente (exemple : adhésion de matériaux souples et rigides) et aborde des points techniques pertinents qui ne sont pas abordés dans la précédente (force moyenne, différentes techniques d’essai…). Cependant elle n’indique pas de force minimum à respecter pour la tenue de la soudure.
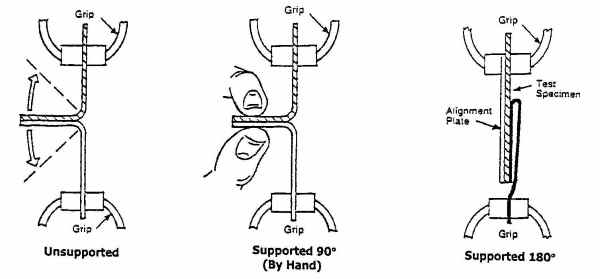
Les différentes techniques proposées :
Plusieurs largeurs d’échantillons sont aussi possibles :
25 mm (0.984 in)
15 mm (0.591 in) -> identique à la norme EN868-5
25.4 mm (1 in)
Et plusieurs vitesses de traction sont aussi possibles : 200 à 300 mm/min (8 à 12 in/min)
La façon dont est maintenu l’échantillon est décrite de manière plus précise :
Une longueur de 76 mm (3in) hors soudure, pour chaque patte de l’échantillon est recommandée (peut être raccourci selon le type de mors utilisés)
La distance d’origine entre les grips est recommandée (10mm pour les matériaux très élastiques et 25mm pour les autres)
L’échantillon doit être centré au milieu des mors et aucune pré-tension ne doit être exercée. La soudure doit être perpendiculaire à l’axe de traction
Les résultats à consigner dans le rapport :
L’effort maximum en N/m ou lb/in
Le mode de rupture de l’échantillon (Soudure, Matériau au niveau de la soudure, Délamination, Rupture du matériau, Elongation, Elongation de la soudure)
L’effort moyen (optionnel) entre 10% et 90% de l’essai
La courbe de l’effort
Identification de l’échantillon
La machine d’essai utilisée
Conditions de test
Vitesse de test
Largeur de l’échantillon
Type de maintien de la languette
Nombre d’échantillons testés
Comparaison des 2 normes :
| EN 868-5 | ASTM F88 |
Echantillons | 15 | 25mm, 15mm ou 1in |
Vitesse de la machine | 200 mm/min | 200 à 300 mm/min |
Technique de test | Languette maintenue ou non | Languette non maintenue, maintenue à 90° ou 180° |
Résultats | Effort maximum avec un minimum | Effort maximum et moyen en option. Mode de rupture |
Ces deux normes sont différentes de par les échantillons utilisés et les vitesses mais il s’avère à l’usage que l’on trouve des résultats similaires dans les deux normes. En particulier sur l’effort maximum une fois rapporté à la largeur de l’échantillon, les résultats ne peuvent pas être discriminés selon la vitesse ou la largeur de l’échantillon initial.
Exemples de matériel permettant de réaliser ce type d’essais :
 |
 |
En vidéo